| 公差:0.01 | 机加工类型:超声波模具加工 | 最大长度:100mm |
| 最大直径:1000mm | 打样周期:2天 | 加工材料:铝,钛合金 |
| 加工精度:精密加工 | 加工周期:2天 | 年剩余加工能力:2000件 |
| 年最大加工能力:20000件 | 加工设备:车、铣、CNC | 送货:专人专车 |
| 售后:保修一年 | 非标定做:支持 | 定做方式:来图来样 |
| 包装:气泡膜 | 可售:全国 | 适用:超声波设备 |
| 有无现货:有 | 可售卖地:全国 | 材质:铝,钛合金 |

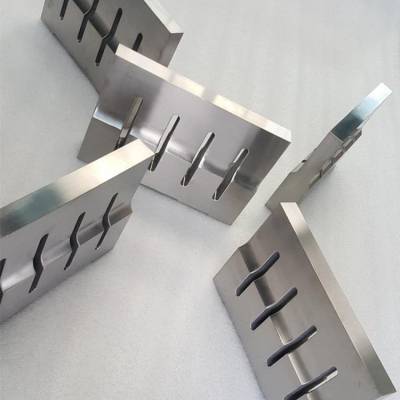
超声波模具的设计和生产一定是非常的简单。千万不要被误导,当使用一个加工 不当或是未经过调谐的焊头,将给你的生产带来昂贵的损失——它会破坏焊接效果,甚至更严重的会直接导致换能器或发生器的损坏。因此超声波模具的设计绝不像它的外形那样简单,相反需要很多的 专业知识和技能——如何***焊头能够最经济的工作?如何***焊头能够将换能器转换的机械振动能有效地传递到工件上,我们的工程师将每一个环节都考虑得非常充分。
超声波焊头制作要点
超声波焊头根据模具材料分为三种:
1 、铝镁合金模具,用于振动系统(变幅杆)及焊头的制造,该材料具有极高的机械屈服强度,硬度高, 热传导性强,是理想的超声波模具制造材料;但铝制本事不耐磨,适合一般焊接要求
2 、钛合金模具: 用于连续发振的机种,轫性较高,热传导佳,硬度高,成本比镁铝合金高,但是较镁铝合金模具耐用耐磨。
3 、进口硬质合金钢模具:进口合金料,硬度极高,用于连续焊接或是要求耐磨性***焊接,热传导低,对超音波机械损耗高,因为耐磨,使用成本低,但制作工艺比较复杂
根据超声波焊头的波长分为二种:
1 、波长(半波)模具
2 、全波模具
3 、多倍波长模具
模具的振幅参数
振幅对于需要焊接的材料来说是一个关键参数,相当于铬铁的温度,温度达不到就会熔接不上,温度过高就会使原材料烧焦或导致结构破坏而强度变差。因为每一间公司选择的换能器不同,换能器输出 的振幅都有所不同,经过适配不同变比的变幅杆及焊头,能够校正焊头的工作振幅以符合要求,通常换能器的输出振幅为10—20μm,而工作振幅一般为30μm左右,变幅杆及焊头的变比同变幅杆及焊头 的形状,前后面积比等因素有关,形状来说如指数型变幅、函数型变幅、阶梯型变幅等,对变比影响很大,前后面积比与总变比成正比。贵公司选用的是不同公司品牌的焊接机,最简单的方法是按已工 作的焊头的比例尺寸制作,能***振幅参数的稳定